Mise à jour le 30 Mars 2012
| Tweet |
|
Voir aussi : L'analyse de déroulement, Appliquer le Lean en 10 points, L'essentiel du Lean manufacturing, L'observation instantanée, La méthode SMED, La méthodes des temps élémentaires, Le simogramme.
Analyse de la valeur ajoutée
But :
L'objectif des outils de l'
 analyse de la valeur ajouté de déterminer l'efficacité de l'organisation d'un poste de travail. La méthode consiste à mesurer toutes les opérations d'un poste et de déterminer quelle est la part d'une opération de réelle valeur ajouté au produit par rapport à la somme des opérations réalisées.
analyse de la valeur ajouté de déterminer l'efficacité de l'organisation d'un poste de travail. La méthode consiste à mesurer toutes les opérations d'un poste et de déterminer quelle est la part d'une opération de réelle valeur ajouté au produit par rapport à la somme des opérations réalisées.
Les outils :
Les outils utilisées sont diverses, ils ont en commun pour réussir une bonne étude : la quantité de données collectés, la précision des informations et la finesse des opérations mesurées. Idéalement la quantité de donnée statistiquement exploitable est autour de 30, la précision est la capacité du chronométreur à mesurer fidèlement les opérations à observer, et la finesse des opérations correspond à un découpage optimum pour permettre l'analyse. La méthode de base est le chronométrage, plus les cadence seront élevé, et plus le chronométreur devra être expérimenté et "recyclé".
1. Le spaghetti chart :
Pour un observateur peu expérimenté, c'est un outil relativement facile à mettre en oeuvre. Pour cela, il faut disposer d'un plan d'implantation fidèle un poste de travail à observer, un chronomètre et de quoi écrire:
1.1. On note l'heure du début de l'observation
1.2. On trace tous les déplacements de l'opérateurs sur le plan pendant une durée définie (20 à 30 minutes, en fonction de la cadence donc du nombre de cycle)
1.3. On précise les durées de travail et les durées de déplacement avec une valeur chiffrée (pas obligatoire dans un premier temps et/ou pour les débutants).
Cet outils va permettre de mettre en évidence si poste peut - être amélioré ou si il est judicieux de prévoir une réimplantations ou réorganisation des flux. L'avantage de cet outil, c'est qu'il donne visuellement des indications de l'efficacité du poste de travail et on obtient directement une représentation graphique de la situation du poste mais cet outil n'est pas précis. De plus, il faut s'assurer que le travail est réalisé avec un mode opératoire pratiqué par l'ensemble des opérateurs afin ce l'étude soit représentative.

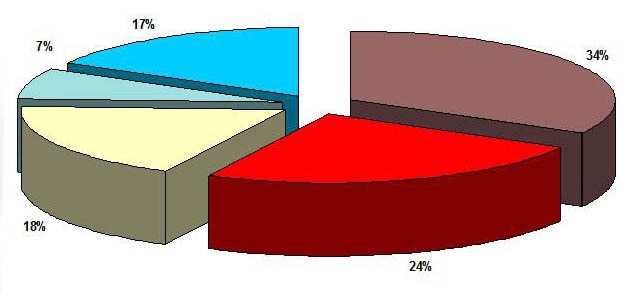
2. La representation par graphe camenbert:
Une fois que la représentation de l'activité de l'opérateur est défini il est plus facile de préparer des fractions de travail observables et mesurables dans un tableau. Ainsi on renouvelle l'observation mais cette fois chaques opérations de natures différentes sont séparée pour permettre une analyse chiffrée.
On obtient un graphe ou l'on compare les durées ou pourcentage des principales tâches de l'opérateur au poste. A l'aide des résultats de l'étude, il sera possible de déterminer quel sont les gains envisageables sur des actions d'améliorations ciblées.

3. L'analyse :
 Une fois les opérations mesurées et répertoriées par catégories, on regroupe les catégories en suivant trois critères, avec valeur ajoutée (VA), sans valeur ajoutée (NVA), et sans valeur ajoutée mais nécessaire (NVAN). Ainsi on détermine qu'il n'y a pas de valeur ajoutée direct sur le produit pour le poste de lavage étudié, alors que le poste est à forte pénibilité.
Une fois les opérations mesurées et répertoriées par catégories, on regroupe les catégories en suivant trois critères, avec valeur ajoutée (VA), sans valeur ajoutée (NVA), et sans valeur ajoutée mais nécessaire (NVAN). Ainsi on détermine qu'il n'y a pas de valeur ajoutée direct sur le produit pour le poste de lavage étudié, alors que le poste est à forte pénibilité.En prenant en compte l'ensemble du processus, c'est à dire, la part main d'oeuvre de la part temps technologique ramener à l'unité, on voit que la part main d'oeuvre occupe presque 50% du procédé, ce qui laisse une marge de progrès considérable vis à vis des conditions de travail et du client. On conclut que ce poste est à améliorer suivant trois directions : la manutention, la transitique, le traitement des déchets (voir les éliminer)

4. Le chronomètreur
C'est une personne capable de définir un mode opératoire très optimimisé et d'apporter les amèliorations nécessaires pour optimiser un poste de travail, voir l'article consacré au chronomètrage.
| < Précédent |
|---|
Tarif : 1990€ HT
Délai : à convenir
Durée : 2 jours
Durée : 2 jours
* frais de déplacement en sus, règlement à la commande.
Intervention soudage
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.
Journée formation
 Tarif : 320€ HT *
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.
La démarche Qualité
Réduisez fortement les coûts de fabrications internes et externes : baisser les coûts en solutionnant les problèmes dès leurs apparitions. Obtenez de nouveaux clients avec une certification.
Le Lean Manufacturing
 Est l'outils d'excellence, et regroupe de nombreux avantages : réduction des coûts de stockage et d'encours, réduction des coûts qualité, réduction des délais, capacité stabilisée. Les 6 axes d'améliorations sont : la chasse au gaspillage, tendre les flux, augmenter la flexibilité, réduire la variabilité de la performance, améliorations des compétences, le management visuel de la performance.
Est l'outils d'excellence, et regroupe de nombreux avantages : réduction des coûts de stockage et d'encours, réduction des coûts qualité, réduction des délais, capacité stabilisée. Les 6 axes d'améliorations sont : la chasse au gaspillage, tendre les flux, augmenter la flexibilité, réduire la variabilité de la performance, améliorations des compétences, le management visuel de la performance.
Déploiement de la productivité
Déployez les outils d'améliorations de la performance et obtenez entre 10 et 40% pourcent de productivité !. Traquez la non-valeur ajoutée pour vendre seulement les besoins du client, entamez la chasse au gaspillage. Demandez un diagnostic.
L'amélioration continue
 fait partie intégrante de la démarche vers l'excellence (Kaisen) : stabiliser les procédés et les améliorer quotidiennement, mettre en place le management visuel, résoudre les problèmes permettent de réduire la variabilité ainsi fabriquer des produits conformes, au plus proche de la capacité de production.
fait partie intégrante de la démarche vers l'excellence (Kaisen) : stabiliser les procédés et les améliorer quotidiennement, mettre en place le management visuel, résoudre les problèmes permettent de réduire la variabilité ainsi fabriquer des produits conformes, au plus proche de la capacité de production.

