Mise à jour le 29 Mars 2012
| Tweet |
|
Voir aussi : Un module de formation, Le cahier soudage, Le QMOS, Exemple de DMOS, Les procédés de soudage, les bases du soudage, Le coordinateur soudage,
Soudage par résistance : par point, à la molette, par brossage CODE ISO = 21, 22, 23
SPOT WELDING, SEAM WELDING, PROJECTION WELDING
|
Type d'opération
|
Positionnement manuel ou automatique des pièces. Cycle de soudage automatique
|
|
Équipement
|
Transformateur, Boîtier de contrôle du cycle, électrodes en cuivre ou alliages de cuivre, refroidies par eau, vérin d'application d'effort |
|
Coût de l'équipement |
Variable de 15 000 à 150 000 € |
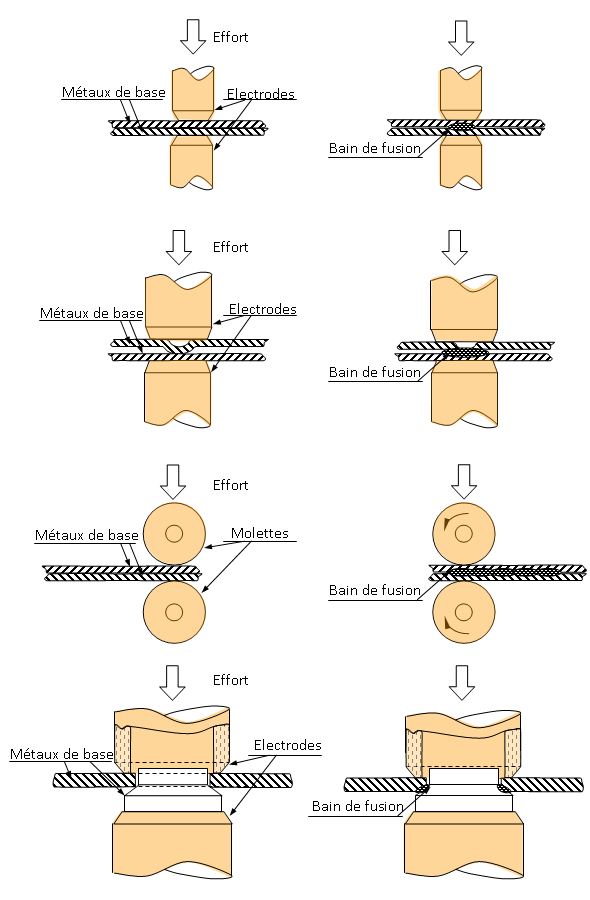
1. Principe du procédé
Un courant amené par deux électrodes (ou molettes) d’une matière de faible résistance, cuivre ou alliage de cuivre, traverse les pièces à assembler sous une faible tension, ce qui provoque un fort échauffement localisé par effet Joule entre les pièces, constituant un bain de fusion.
Un effort est appliquée entre les deux électrodes afin de forgé les pièces en fusion et confine le bain de fusion contre l’oxydation de l'atmosphère.
Le soudage à la molette avec un positionnement pas à pas ou avec un mouvement entre les deux électrodes permet de réaliser des séries de points discontinus ou continus.
Les paramètres de soudage font intervenir simultanément : l'intensité du courant de soudage et l'intensité de l'effort exercés au moment du soudage
Le cycle de soudage se compose de 5 phases, l’accostage, le préchauffage, le soudage, le post-soudage, et le maintien. Le courant traverse les pièces lors des phases de préchauffage, soudage et post-soudage.
2. Caractéristiques du procédé :
|
Gamme d'intensité |
100 à 500 000 A |
|
Voltage |
4 à 30 v |
|
Durée de cycle |
0,1 à 3 s/cycle |
|
Gamme d'épaisseur |
0,01 à 10 mm |
|
Pression entre électrode |
7 à 70 MN/m2 |
|
Types de joint |
point ou joint continu |
|
Positions de soudage |
toutes |
|
Mise en œuvre |
aisée |
|
Portabilité |
Généralement fixe en atelier |
3. Consommables :
Remplacement ou usinage des électrodes après 10 000 points environ, pour le soudage par points. Les alliages de cuivre offrent un bon compromis entre faible résistance électrique et tenue à l'usure.
4. Matériaux de base :
Grande gamme de matériaux, même revêtements spécifiques.
5. Applications :
Fabrications légères telles que carrosserie de machines domestiques ou de véhicules de transport : automobiles, aviation. Mais aussi appareillages sous pression comme les compresseurs hermétiques.
6. Avantages généraux :
Très grande productivité
Consommables peu coûteux pour des applications classiques
Opérateur avec faible qualification
L’énergie de soudage est très localisée et permet de réduire les déformations.
Travail possible avec des tôles de faible épaisseur
7. Inconvénients :
Le soudage par bossage est pénalisé par une exposition à la corrosion, même avec un revêtement après soudage.
La conception est limitée par la dimension de l'équipement, toutes les formes et de dimensions ne sont pas envisageables.
Le soudage par résistance est sensible, les paramètres doivent-être sous contrôle, pour éviter les dérives, on met en place des appareillages d’enregistrement pour surveiller les paramètres fondamentaux.
8. Hygiène et sécurité :
Pas d’émission d’UV, et infrarouge
Nuisance magnétique
Retour ... / Module soudage par résistance
| < Précédent | Suivant > |
|---|
Tarif : 1990€ HT
Délai : à convenir
Durée : 2 jours
Durée : 2 jours
* frais de déplacement en sus, règlement à la commande.
Intervention soudage
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.
Journée formation
 Tarif : 320€ HT *
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.

