Mise à jour le 28 Mars 2012
| Tweet |
|
Voir aussi : Le cahier soudage, Le QMOS, Exemple de DMOS, Les procédés de soudage, les bases du soudage, Le coordinateur soudage,
Télécharger (.pdf) : Module de formation soudage par résistance
1. Généralité :
1.1. Principe du procédé
Le soudage par résistance est un procédé sans métal d'apport qui utilise les effets conjugués d'une pression mécanique et d'un courant électrique traversant les pièces.
Les pièces à souder sont superposées et sont serrées localement entre deux électrodes en alliage de cuivre. L'ensemble, pièces, électrodes, est traversé par un courant de soudage, sous une faible tension, qui provoque une forte élévation de la température par effet Joule.
Dans le cas de surfaces planes, un noyau de matière en fusion est crée à la jointure des pièces.

L'énergie nécessaire à la fusion des métaux est obtenue par effet Joule, caractérisée par
W = R x I^2 x t.
• R étant la résistance Ohmique entre deux électrodes de faible résistances (cuivre ou alliage de cuivre), d'où Re1, Re2, Rm1, Rm2 < Ru.
• I est le courant traversant les électrodes (généralement les procédés utilisent un fort courant, en kA, la valeur de I est fonction de la section des pièces à soudées).
• t est le temps pendant lequel le courant passe dans les électrodes (en périodes ou en millisecondes).
Généralement, l'effort de d'accostage est constant tout au long du cycle de soudage. Les durées de soudage sont comprises entre 90 et 300 millisecondes. Les courant de soudage sont compris entre 15 et 100 kA.

1.2. Les procédés de soudage par résistance
Les procédés de soudage par résistance sont les suivants :
• le soudage par points donnant lieu à une soudure par recouvrement discontinue.
• le soudage à la molette est une soudure par recouvrement continue et étanche.
• le soudage par bossages ou protubérances. Le soudage de composants annulaires entre dans ce type de procédé, dans ce cas il est étanche.

2. Le soudage par points :
2.1. Le principe
Le soudage par points est un procédé d'assemblage discontinu, il est possible de réaliser des recouvrements de points. C'est un procédé utilisé pour des assemblages de tôles en aciers doux, alliés, inoxydables, aluminium, etc... Les épaisseurs sont généralement comprises entre 0,5 et 10 mm.

2.2. La machine
La figure représente une machine à souder par points typique :
• un bâti en C ou col de cygne qui supporte le bras supérieur et le bras inférieur
• une tête d'effort ou de pression fixée à l'extrémité du bras supérieur et généralement constituée par un vérin pneumatique actionné par une vanne, dont le rôle est de commander le déplacement de l'électrode supérieure et appliquer l'effort
• un bras inférieur supportant l'électrode inférieure
• des conducteurs en cuivre refroidis par eau (env. 16°), amenant le courant aux électrodes
• un transformateur de puissance, abaisseur de tension, un contacteur primaire (convertisseur, redresseur, transformateur, hacheur chez Adel)
• Un temporisateur assure la programmation des durées du cycle de soudage, ou séquence, coordonnant la descente de l'électrode supérieure et la fermeture du contacteur. Il permet de fixer les valeurs de l'intensité et de l'effort.
3. Le soudage par bossage :
3.1. Le principe
Ce procédé se distingue du soudage par points par la localisation du courant et de l'effort sur la zone de soudage, qui n'est pas obtenue par les électrodes, mais par la géométrie des pièces à souder elles-mêmes. Dans tous les cas, le courant est amené aux deux pièces à souder au moyen d'électrodes en cuivre (ou alliage) qui servent également à appliquer l'effort de soudage. Les électrodes ont des formes adaptées à celles des pièces.

3.2. La machine
La figure représente une machine à souder par bossages :
• Généralement plus massif que la soudeuse par point.
• En version standard, la soudeuse est équipée de plateaux rainurés pour accueillir le portes électrodes.
• On retrouve les mêmes dispositifs que la soudeuse par point : transformateur, la tête supérieur mobile actionnée par un vérin, temporisateur...
• Particularité de certaines soudeuses bi-têtes :
- Bâti, temporisateur et partie puissance unique pour deux têtes de soudage indépendantes.
- La soudeuse ne peut pas souder avec les deux têtes en même temps.
- Soudeuse très compact, réalisée spécialement pour ligne robotisée.

4. Le soudage à la molette :
4.1. Le principe
Le soudage à la molette diffère du soudage par points en ce que les électrodes classiques sont ici remplacées par des disques en cuivre, ou molettes, qui par rotation permettent de faire des soudures par recouvrement, continues et étanches.
La soudure se réalise de façon progressive et continue, associant serrage des tôles et passage du courant, sur toute la longueur du cordon à réaliser.

5.1. Le cycle de soudage
La figure ci-dessous représente la programmation simplifiée d'un point soudage entre deux pièces à l'aide du temporisateur d'une machine à souder.

• l'accostage : les électrodes se rapprochent et viennent se serrer sur les pièces à souder à l'endroit prévu et sous un effort donné ;
• le soudage : le courant passe, déclenché par la fermeture du contacteur du circuit de puissance ;
• le forgeage ou maintien d'effort à la fin duquel les électrodes s'écartent et reviennent au repos.
• La phase repos est nécessaire à l'intégrité de la machine, éviter la surchauffe
• électrique. On parle de facteur de marche.
• Ces différentes phases, ont une durée totale de l'ordre de quelques secondes, et se déroulent automatiquement. La durée de la phase de soudage est fonction des épaisseurs mises en oeuvre.
• Ci-après, est présenté le cycle complet, de la programmation d'une machine de soudage, comprenant 6 phases : Accostage, préchauffage, soudage, recuit, forgeage, phase de repos (facteur de marche).

Le schéma ci-dessous représente la programmation conventionnelle du soudage par points de deux pièces dans une machine à souder. Les deux pièces sont placées et maintenues
dans leur position respective d'assemblage, dans la machine.

5.2. Les paramètres du soudage par résistance :
Les paramètres du soudage par points sont essentiellement :
• Le diamètre des électrodes :
On admet que la zone fondue a un diamètre transversal « d » compris entre D et 1,2xD, D étant le diamètre des électrodes.
De plus, une règle tirée d'expérience établit la relation entre le diamètre d'électrode D et les épaisseurs à souder « e » (en millimètres) :
D = 5 x √e
• L'effort de serrage et de forgeage :
L'action de l'effort s'exerce durant tout le cycle de soudage, c'est-à-dire avant, pendant et après le passage du courant.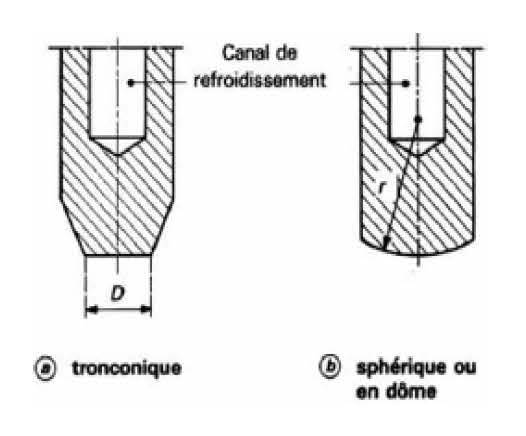
Avant le passage du courant, l'effort établit l'accostage des pièces entre elles, et conditionne la localisation du courant dans le plan de joint.
Pendant le passage du courant, les électrodes ont un rôle électrique et un rôle thermique, décrits par une loi générale : R (résistance thermique ou électrique) = f(1/E), donc la résistance est inversement proportionnelle à l'effort appliqué.
Après le passage du courant, l'effort appliqué effectue le forgeage de la soudure afin de lui conférer ses qualités mécaniques.
• L'intensité du courant :
L'intensité du courant dépend de la nature des matériaux à souder (par leur résistivité),
des épaisseurs et de l'effort appliqué.
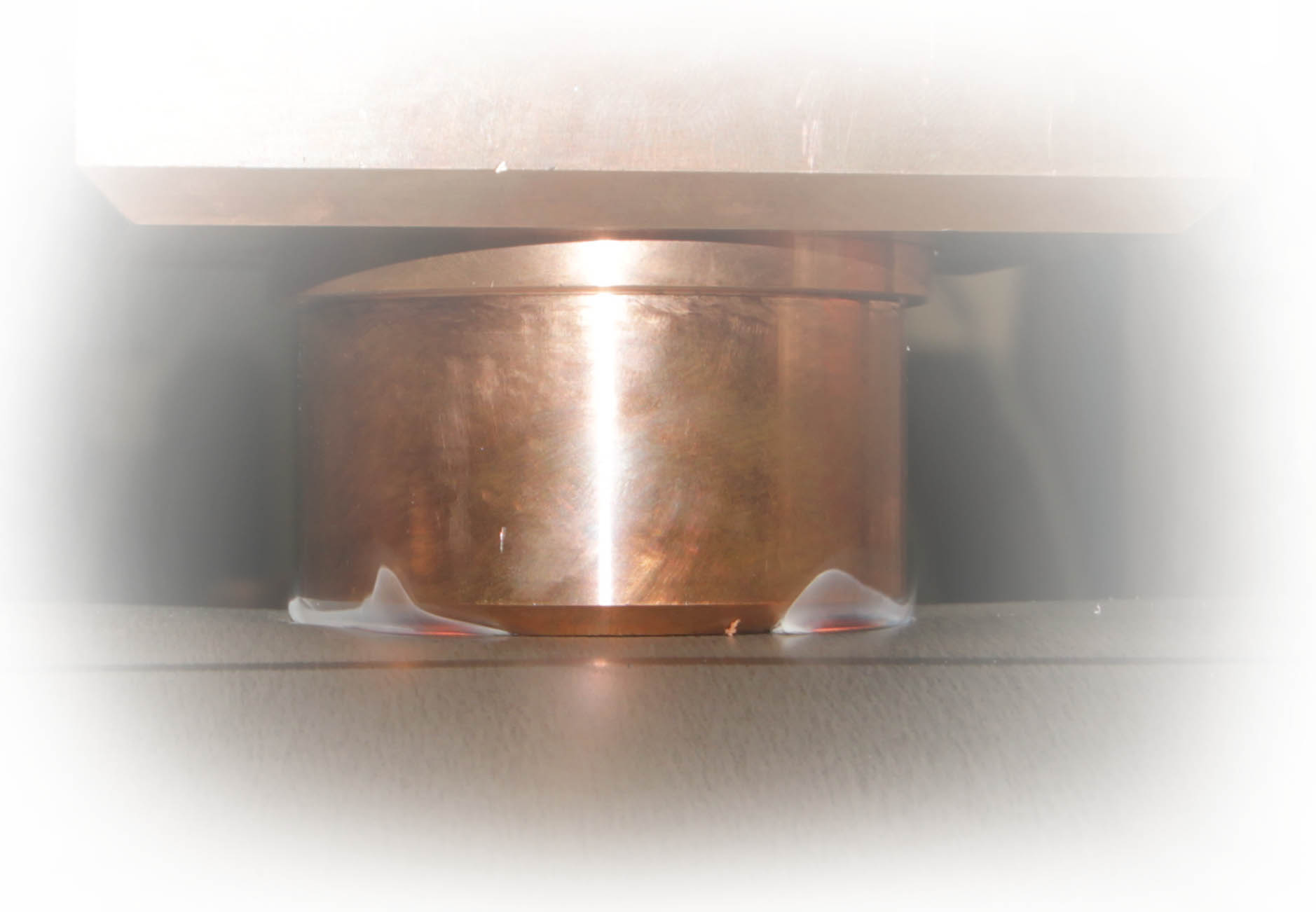
L'obtention de la fusion et d'un noyau de dimensions données est d'autant plus rapide que le courant est élevé. La limite supérieure est donnée par l'apparition de crachements et d'expulsions de métal fondu. Dans la pratique, on recherche cette limite pour définir le
procédé juste au-dessous la valeur de l'intensité maximum.
Chacune des machines de soudage de la ligne virole sont équipées d'un circuit de puissance unique pour les deux têtes de soudage. Le convertisseur triphasé, redresse, additionne, hache,
le courant ; un transformateur abaisse la tension, augmente de le courant.
• La durée de passage du courant :
La durée de passage du courant conditionne l'énergie de soudage, on utilise deux types de programmation du temporisateur, soit en soudage dit « lent », on met en œuvre plusieurs pulsations, soit en soudage dit « rapide », en une pulsation (chez Adel, une pulsation comprise entre 90 et 300 ms).
Les résultats avec une programmation en cycle « rapide » (ou cycle court), donne des résultats
plus constant et de meilleurs qualités que le cycle « lent ».
5.3 Les contrôles du soudage
5.3.1. Les contrôles non destructifs (non - exhaustif) :
Les contrôles visuels :
• État du composant : bourrelet de soudure, zone affectée thermiquement, projections, géométrie.
Autres contrôles non-destructif :
• Dimensionnel
• Contrôles par ressuage (étanchéité)
• Contrôle d'étanchéité à l'eau savonneuse (et pression)
• Contrôle par chute de pression
• Contrôle d'étanchéité à l'Hélium
• Diélectrique pour les connecteurs de puissance
5.3.2. Les contrôles destructifs (non - exhaustif) :
• Coupe macrographique
• Test d'arrachement (déboutonnage), ou de cisaillement
• Test de résistance mécanique par d'éclatement à l'eau
• Filiation de dureté
Télécharger (.pdf) : Module de formation soudage par résistance
| < Précédent | Suivant > |
|---|
Tarif : 1990€ HT
Délai : à convenir
Durée : 2 jours
Durée : 2 jours
* frais de déplacement en sus, règlement à la commande.
Intervention soudage
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.
Journée formation
 Tarif : 320€ HT *
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.

