Mise à jour le 28 Mars 2012
| Tweet |
|
Voir aussi : Le cahier soudage, Le QMOS, Exemple de DMOS, Les procédés de soudage, les bases du soudage, Le coordinateur soudage,
Soudage vertical sous laitier CODE ISO : 72
ELECTRO SLAG WELDING
|
Type d'opération |
Automatique |
|
Équipement |
Source de courant CA ou CC - dévidoir Équipement d'oscillation du fil (option) patins refroidis par eau - mécanisation. |
|
Coût de l'équipement |
Variable, en fonction du projet |
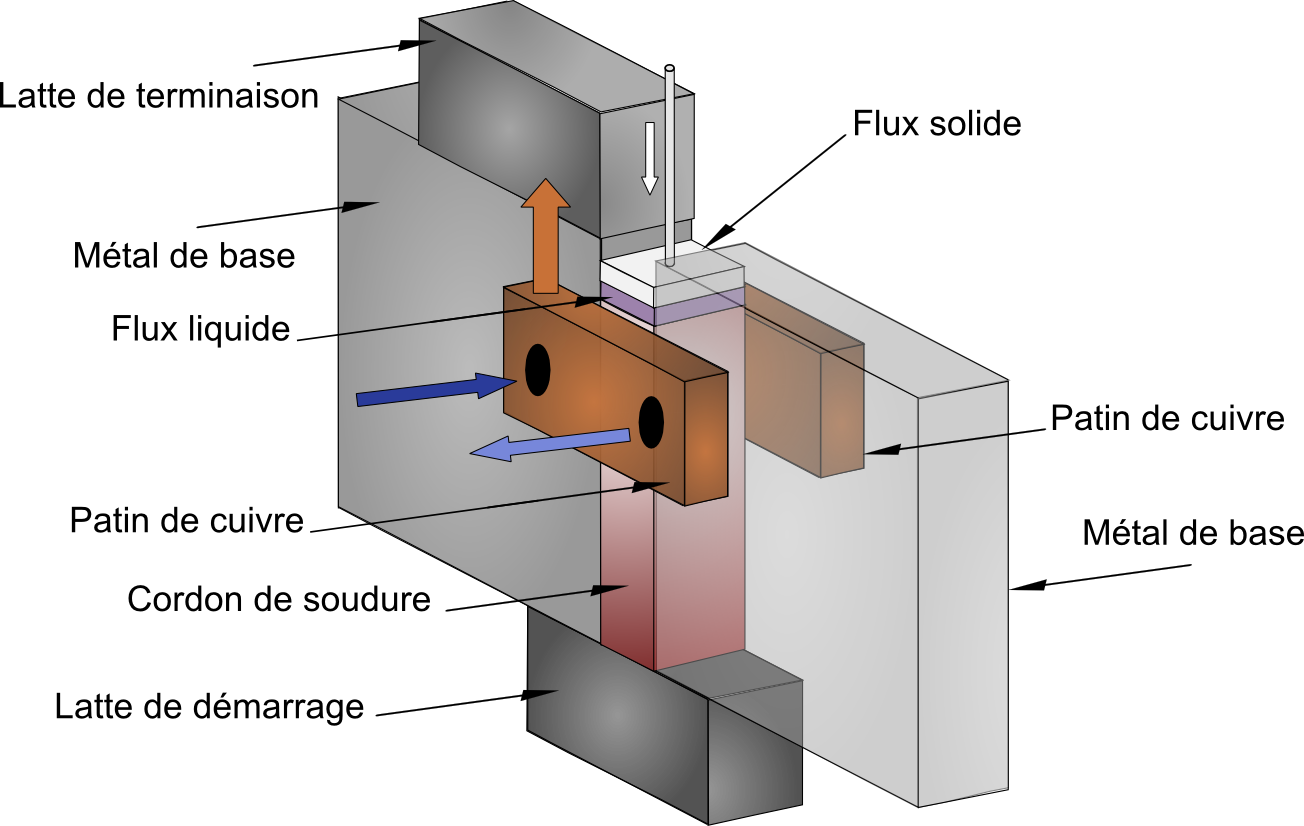
1. Principe du procédé :
Avec ce procédé, on soude en une seule passe, en position verticale montante, des pièces de toutes épaisseurs supérieures à 25 mm.
Le bain de fusion, recouvert d'un laitier, est alimenté par un ou plusieurs fils électrodes guidés qui fondent par effet Joule lors de leur passage dans ce laitier, conducteur à haute température.
Le guidage et le refroidissement du métal liquide se font latéralement, par deux patins de cuivre refroidis, se déplaçant lentement vers le haut.
Le métal fondu subit un bon affinage par contact prolongé avec le laitier. Les conditions sont propices à un bon dégazage : faible vitesse de soudage, déplacement vertical de l'interface liquide solide dont les conséquences sur la structure de solidification se caractérisent par une cristallisation grossière, orientée dans le sens de l'exécution de la soudure.
L'étendue de la zone thermiquement affectée est importante et provoque un grossissement des grains, en effet, il est nécessaire de mettre en œuvre de fortes densités de courant. La lenteur du cycle thermique réduit les déformations, les contraintes résiduelles, et les risques de fissuration.
2. Caractéristiques du procédé :
|
Gamme d'intensité |
450 à 1 500 A |
|
Vitesse de soudage |
0,3 à 3 m/mn
|
|
Gamme d'épaisseur |
de 20 à 250 mm |
|
Positions de soudage |
vertical montant uniquement |
|
Mise en œuvre |
Spécifique
|
|
Portabilité |
Généralement fixe en atelier |
3. Consommables :
Les fils électrodes sont semblables à ceux utilisés dans le procédé à l'arc submergé. Les flux ou les guides fusibles sont choisis compatibles avec les matériaux à assembler et sont réceptionnés en couple.
4. Matériaux de base :
Essentiellement les aciers au carbone.
5. Applications :
Appareils à pression de forte épaisseur, bordée de bateaux
6. Avantages :
Exécution du soudage bout à bout de tôle en forte épaisseur.
7. Inconvénients :
Utilisable seulement en position verticale ou semi verticale. Joints avec des caractéristiques de résilience faible nécessitant un traitement thermique de régénération.
8. Hygiène et sécurité :
Rayonnement non visible. Risque de brulures.
9. Similaire :
Soudage électro-gaz CODE ISO : 73. Le flux est remplacé par du gaz de protection.
| < Précédent | Suivant > |
|---|
Tarif : 1990€ HT
Délai : à convenir
Durée : 2 jours
Durée : 2 jours
* frais de déplacement en sus, règlement à la commande.
Intervention soudage
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.
Journée formation
 Tarif : 320€ HT *
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.

