Mise à jour le 28 Mars 2012
| Tweet |
|
Voir aussi : Le cahier soudage, Le QMOS, Exemple de DMOS, Les procédés de soudage, les bases du soudage, Le coordinateur soudage,
Soudage à l'arc électrique avec électrode enrobée, CODE ISO : 111
 SMAW = Shielded Metal Arc Welding
SMAW = Shielded Metal Arc Welding
|
Type d'opération |
Manuel |
|
Équipement |
Source de courant CA ou CC, câbles et porte électrode |
|
Coût de l’équipement |
200 à 2 500 |
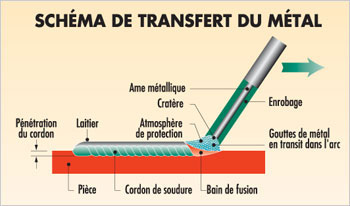
1. Principe du procédé
Le soudage à l’arc à l’électrode enrobée est le plus vulgarisé des procédés de soudure. L'arc est crée et maintenu entre l'âme métallique de l’électrode enrobée et les pièces à assembler. Un générateur électrique fournit le courant continu ou alternatif nécessaire à la fusion de l’électrode. Le cordon de soudure est obtenu par solidification du bain de fusion, recouvert d'un laitier protecteur qui se détache plus ou moins facilement.
L'enrobage est constitué d’une poudre participe à la protection du bain de fusion de l'oxydation par l'air ambiant en générant une atmosphère gazeuse entourant le métal en fusion.
L’enrobage contribue à l'amorçage et la stabilité de l'arc, en fondant en même temps que l'âme de l'électrode, il protège par dégagement d’un gaz ionisé, le métal fondu lors du transfert dans l'arc. De plus, le laitier participe à l'affinage du bain de fusion en y apportant, des éléments d'addition, recouvre la zone fondue et ainsi ralentie la vitesse de refroidissement.
Les principaux types d'enrobage sont :
| - Acide ou A | |
| - Basique ou B(bas hydrogène) | |
| - Cellulosique ou C | |
| - Oxydant ou O | |
| - Rutile ou R | |
| - Spécial ou S |
Les électrodes basiques doivent impérativement être étuvées afin que le bain de fusion soit exempt d’hydrogène.
Les performances des électrodes en termes de maniabilité, positions possibles, pénétration, sont fonction du type et de l'enrobage.
2. Caractéristiques du procédé :
|
Gamme d'intensité |
60 à 300 A |
|
Gamme de tension |
20 à 30 volts |
|
Taux de dépôt |
0,2 à 1,2 kg/h |
|
Gamme d'épaisseur |
2 mm mini à toutes épaisseurs |
|
Types de joint |
tous types |
|
Positions de soudage |
toutes positions en fonction de l'enrobage |
|
Mise en œuvre |
aisée |
|
Portabilité |
bonne |
3. Consommables :
Électrodes de Ø 1,5 à Ø 8,0 mm et L = 150 à 250 mm
4. Matériaux de base :
Généralement réservé aux bases acier et nickel. Toutefois, il existe des électrodes spéciales pour d'autres matériaux : Cu, alliages d'alu.
5. Applications
Constructions de tous types et mécano soudure bateau, offshore, raffinerie, réparations et rechargement de surface.
6. Avantages :
Équipement peu coûteux, utilisable dans les accès difficiles : tuyauterie,échangeur, chaudière...
Échauffement localisé conduisant à une déformation réduite.
7. Inconvénients :
Nécessite des opérateurs qualifiés et formés. Procédé peu productif surtout pour retirer le laitier.
8. Hygiène et sécurité :
Arc visible émettant des radiations UV et infrarouges, température de 3000 °C à 5000 °C
Tension à vide supérieure à 70 V quand le circuit est ouvert, attention au risque d’électrisation dans une atmosphère humide.
| < Précédent | Suivant > |
|---|
Tarif : 1990€ HT
Délai : à convenir
Durée : 2 jours
Durée : 2 jours
* frais de déplacement en sus, règlement à la commande.
Intervention soudage
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.
Journée formation
 Tarif : 320€ HT *
Tarif : 320€ HT *
Délai : à convenir
Durée : 1 jour
Durée : 1 jour
* frais de déplacement en sus, règlement à la commande.

